Chemical Pump Product
Standardized Chemical Pump OH1-OH2
Modular chemical pump series with advanced hydraulic technology, standardized design, high interchangeability, and versatile applications for demanding process services.
Back to Chemical Pump
Description
Product Overview
This series of pumps is an upgraded product of the newly developed chemical pump series. The pump body has two types: foot support and center support, and the impeller is either closed or fully open. The series development introduces advanced and efficient hydraulic technology, modular and standardized design, high universality and interchangeability of parts, and a wider range of applications. Browse the chemical process pump family for related models.
Technical Specifications
With modular construction and standardized components, this OH1-OH2 chemical pump series delivers reliable operation across a wide range of industrial applications.
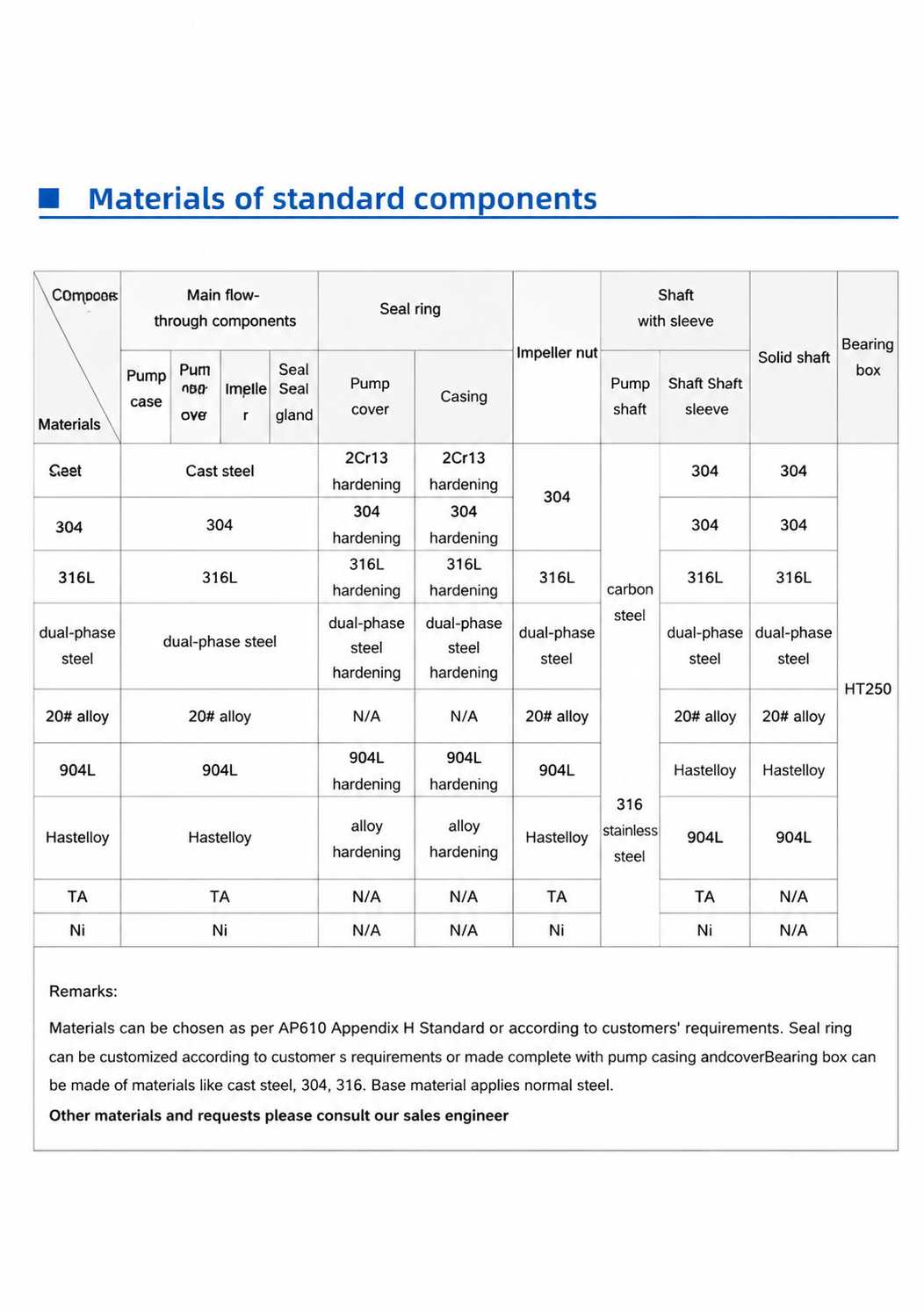
Materials Used
Scope of Application
Transporting low-temperature or high-temperature liquids; Neutral or corrosive liquids; Clean or liquid containing solid particles. Chemical and Petrochemical Industry / Refinery / Paper Mill and Pulp Industry / Sugar Refinery / Thermal Power Plant. See our industrial applications guide.
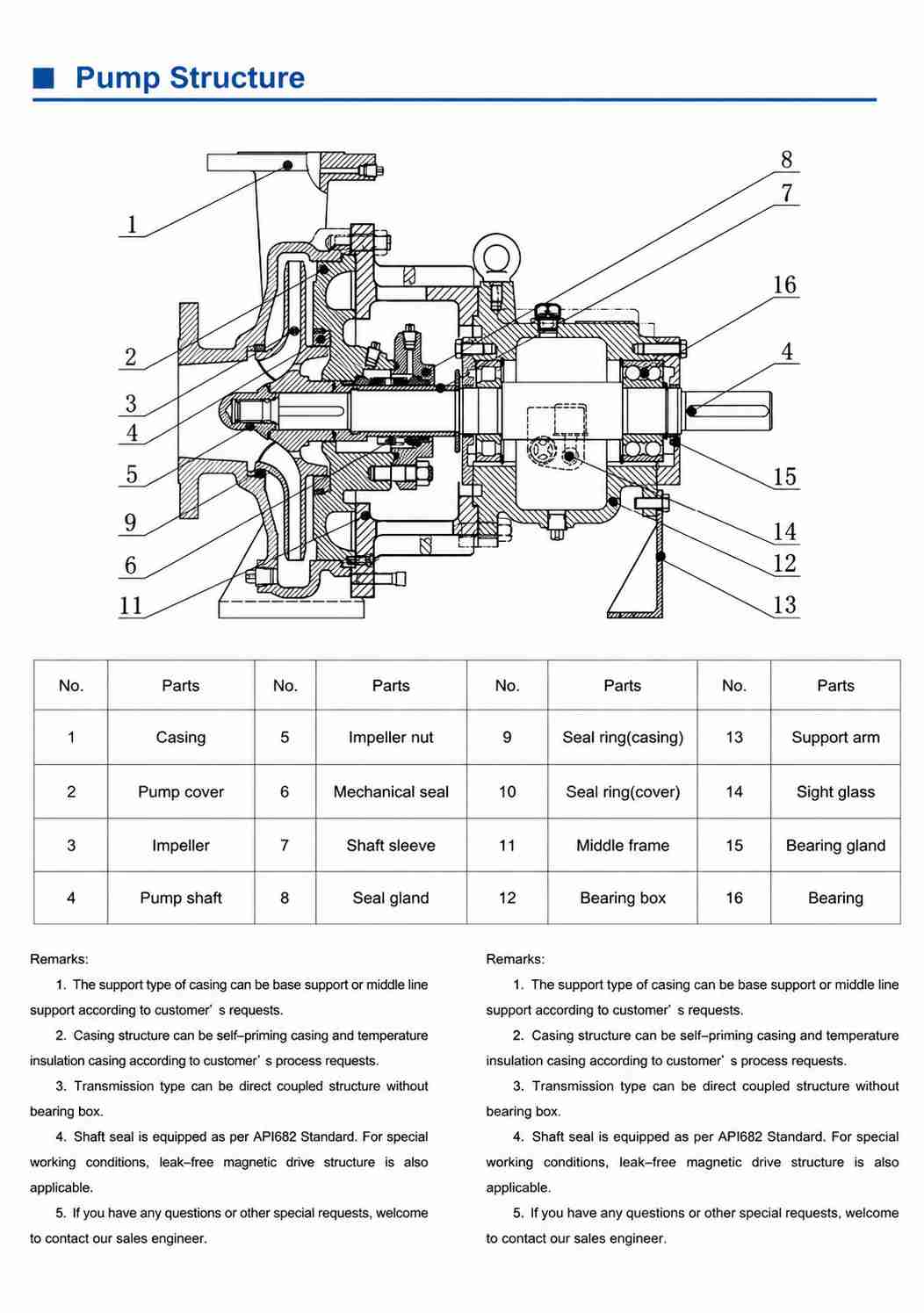
Structure
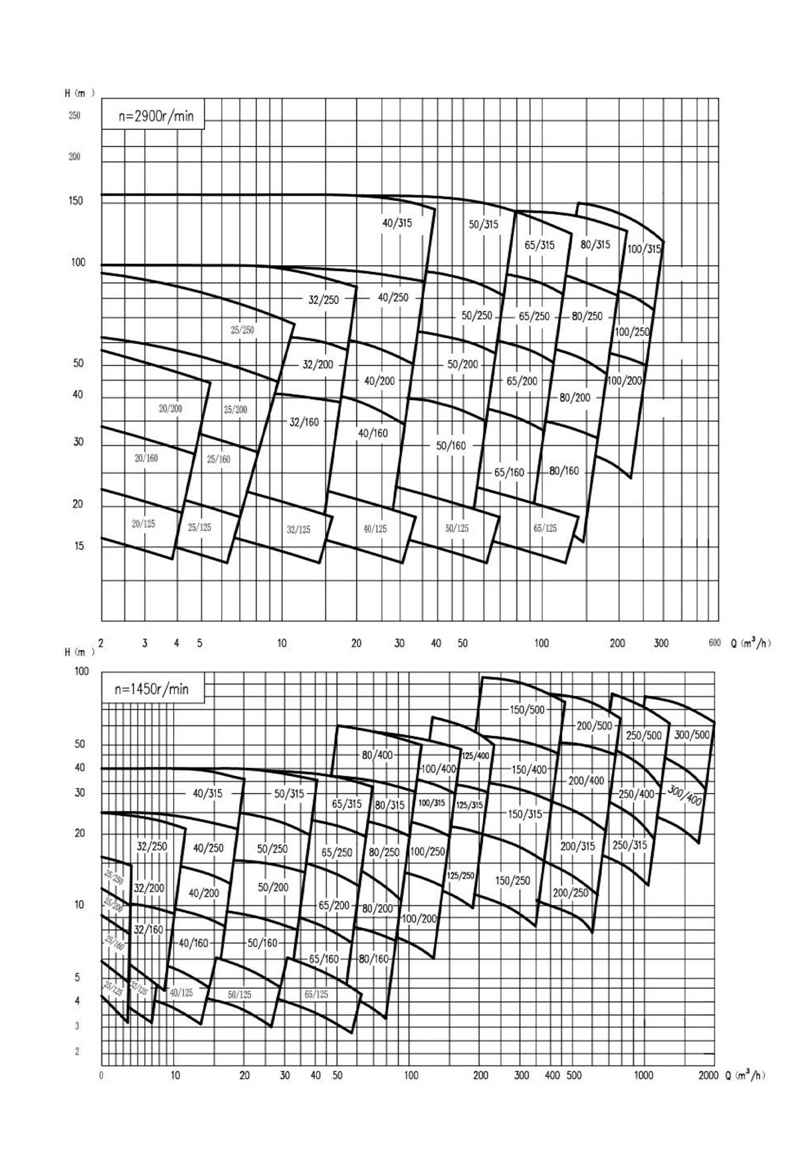
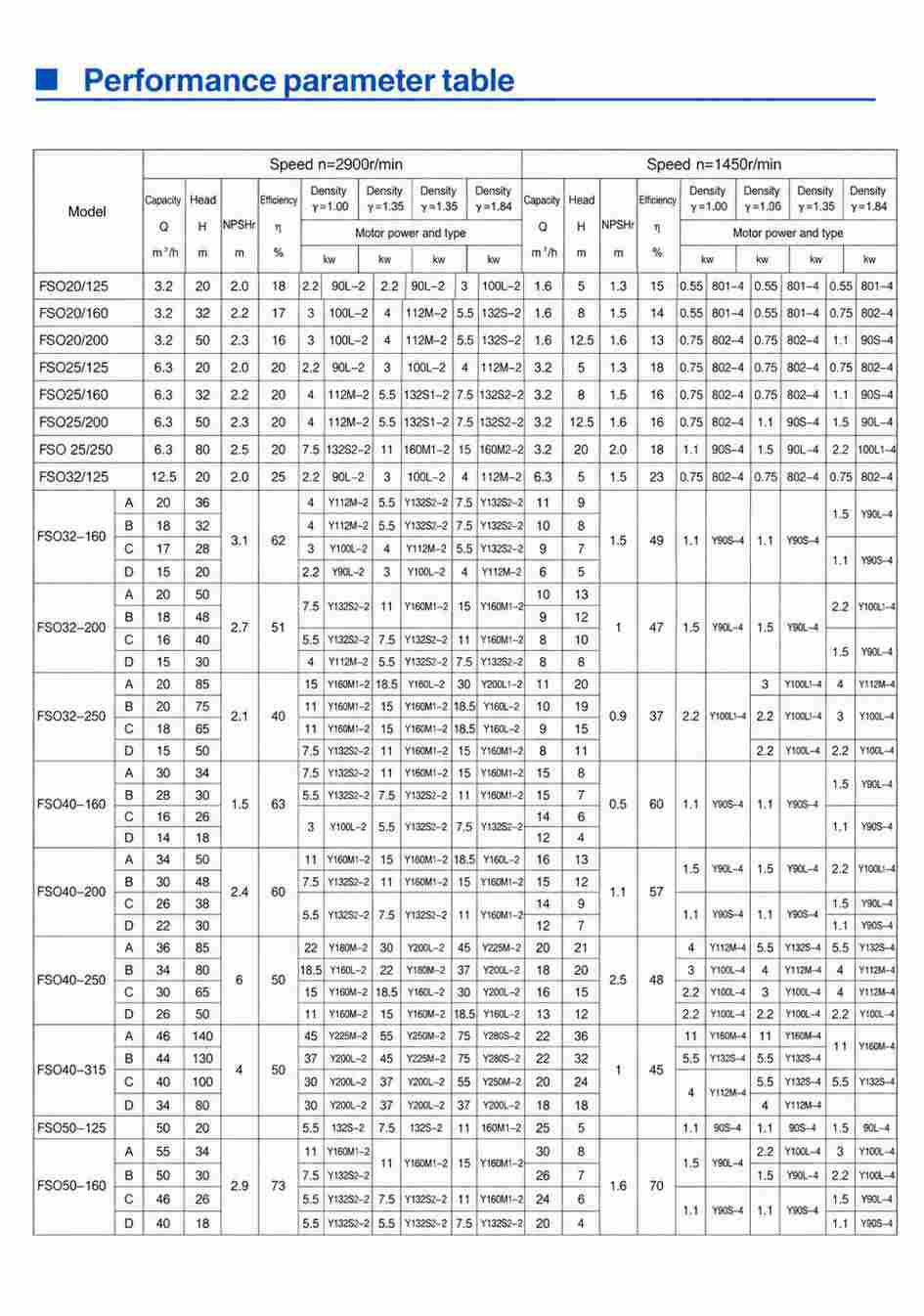
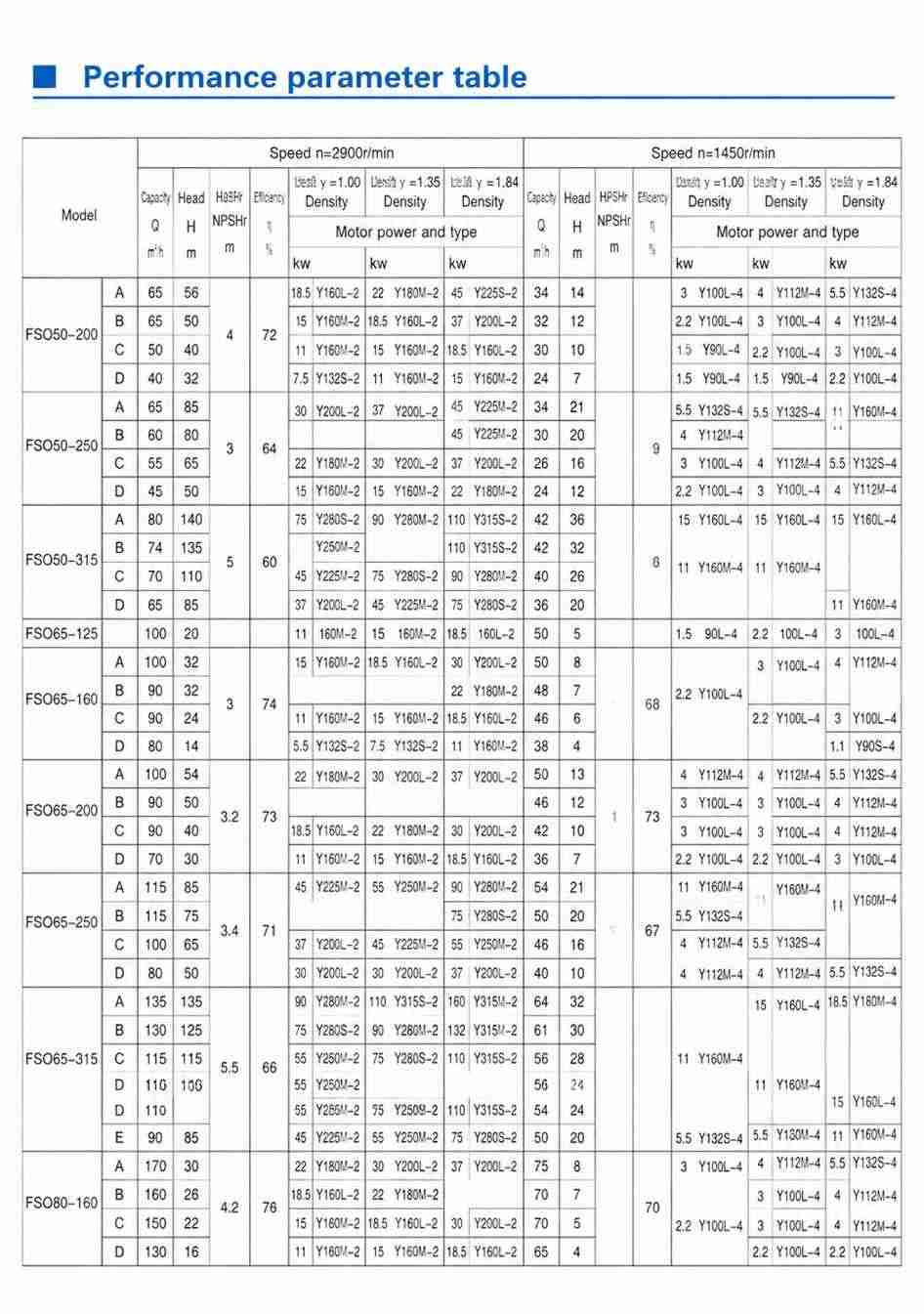
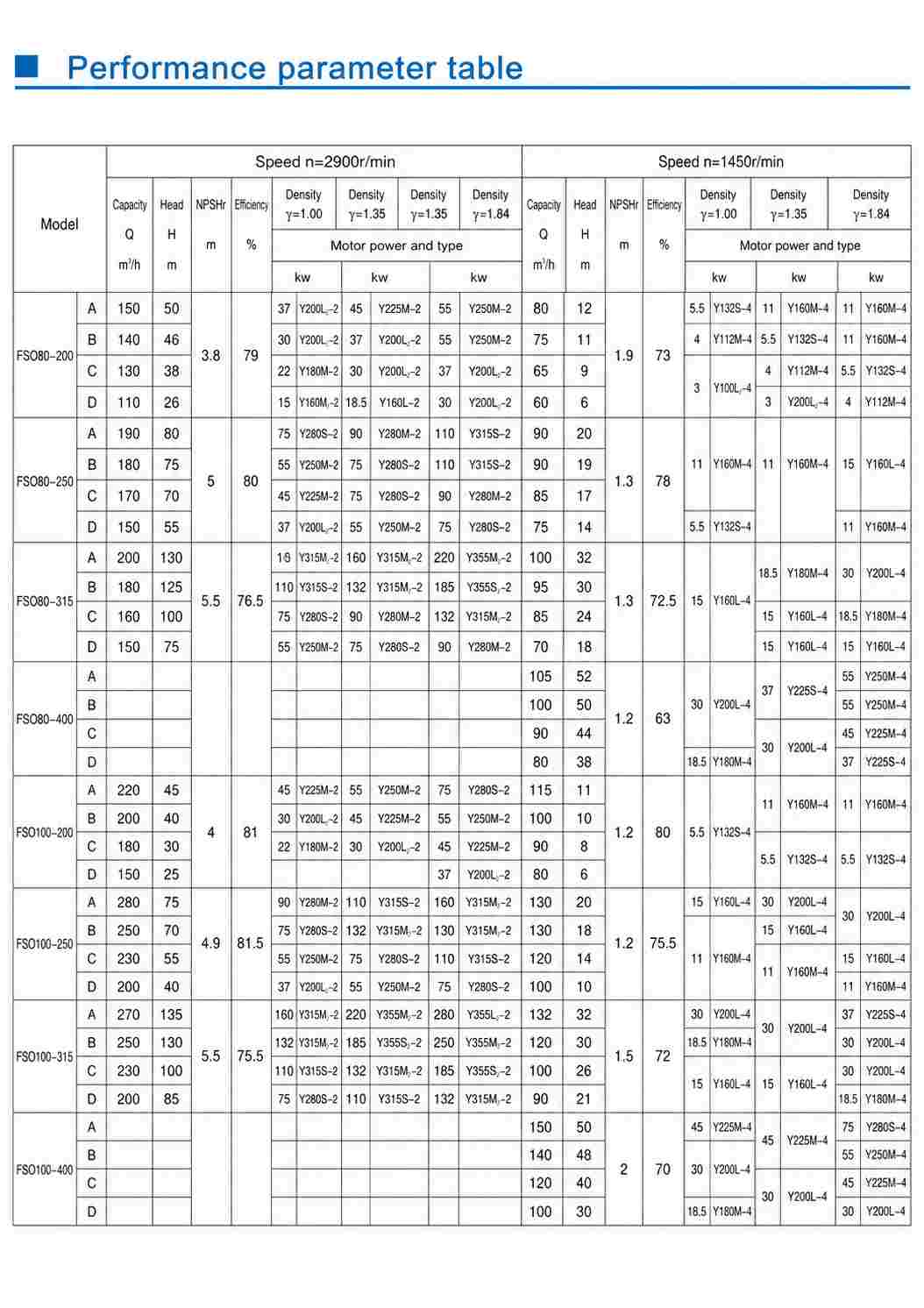
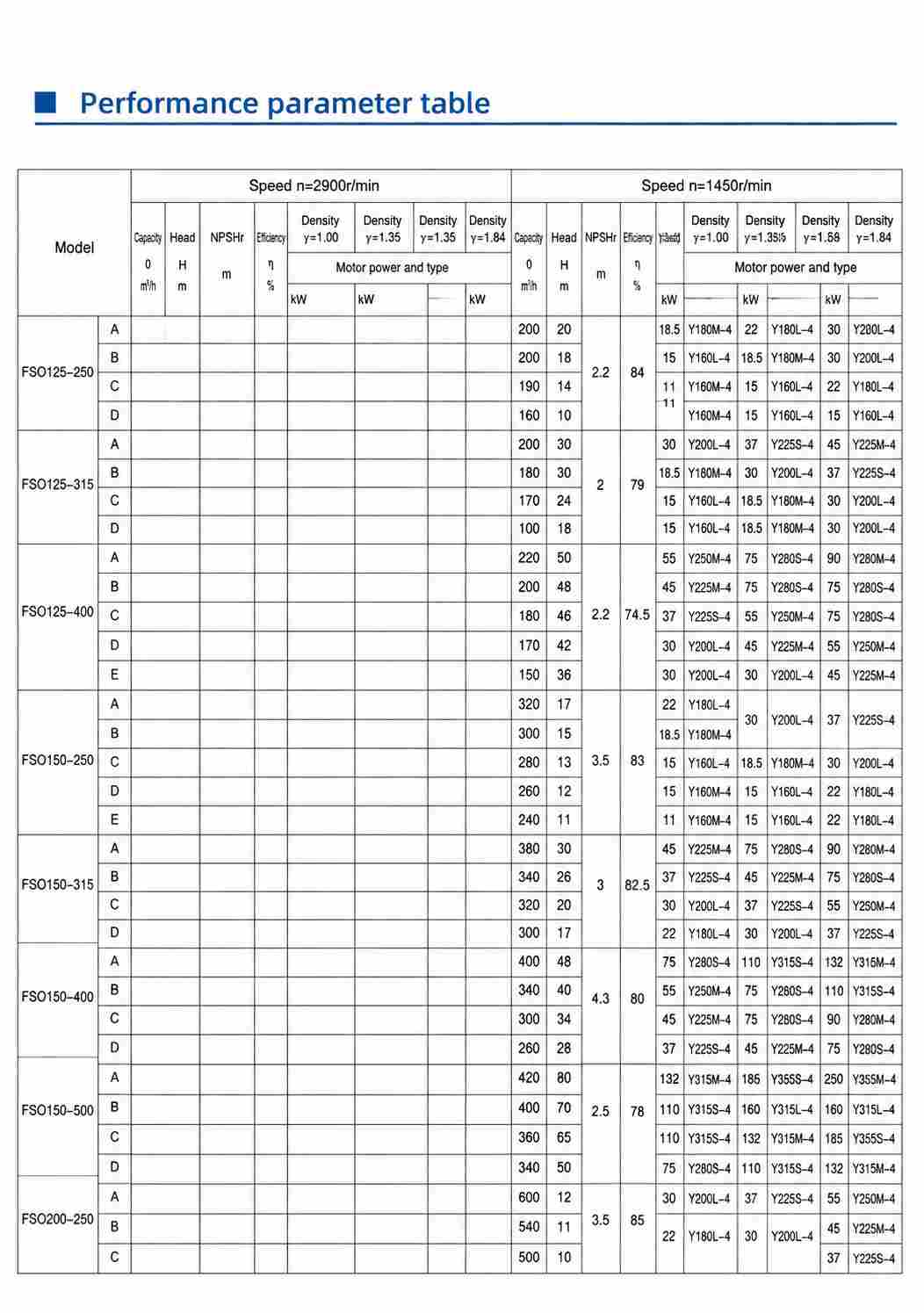
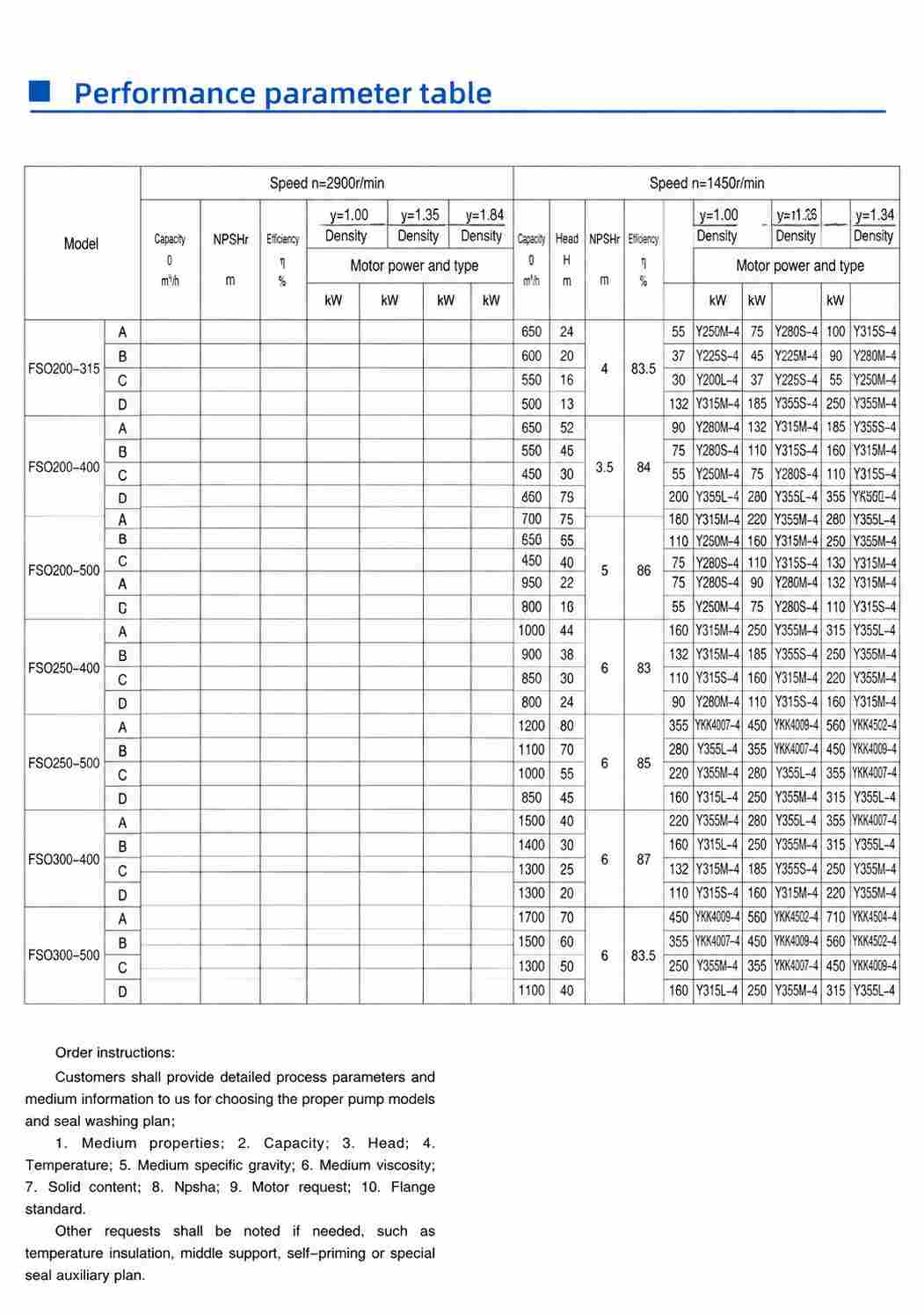
Performance Parameters
Why Choose FEIYUE
Why Choose Feiyue
Since 1957, Jiangsu Feiyue has manufactured industrial pumps for refinery, petrochemical, chemical processing and utility projects worldwide. We provide complete solutions from R&D and casting through machining, assembly and quality control — helping customers achieve reliable operation and lower lifecycle costs.
Our chemical process pumps and API 610 pumps support corrosive media, high-temperature duties and demanding industrial applications worldwide. Certified to ISO 9001, ISO 14001, OHSAS 18001, API and CE, with TÜV factory inspection approval.

FEIYUE pumps are trusted across general water, power generation, petrochemical industry, chemical processing industry, mining, oil and gas, and seawater treatment applications. Materials include carbon steel, stainless steel, duplex stainless steel, titanium, Hastelloy and specialty alloys for corrosive and high-temperature duties.
Manufacturing Workshop




Certifications

Our Team

Packaging & Transportation

What can we do for you?
Whether you are looking to purchase products or need professional advice from experts in Feiyue Pump Industry, we are more than happy to provide technical support for pump solutions.
Want to learn more about product specifications and application scenarios? Please send us your requirements, and our engineers will provide a professional solution within 12 hours.
Do you have any questions about after-sales service? Feel free to contact our engineering team for detailed answers and professional technical support.
Other Products
Related chemical pump products

.webp)
.webp)

FAQ
Frequently Asked Questions
What is an OH1-OH2 chemical process pump?
An OH1-OH2 chemical process pump is a horizontal centrifugal pump designed for handling clean, corrosive, and high-temperature liquids in chemical, petrochemical, refinery, and industrial process applications. It features a standardized design, high efficiency, and reliable long-term operation.
What is the difference between OH1 and OH2 pumps?
OH1 pumps are foot-mounted horizontal centrifugal pumps, while OH2 pumps are centerline-mounted. OH2 pumps are better suited for elevated-temperature services because the centerline support minimizes thermal expansion effects and helps maintain alignment during operation.
What industries use OH1-OH2 chemical process pumps?
OH1-OH2 pumps are widely used in chemical processing plants, petrochemical facilities, refineries, fertilizer plants, pulp and paper mills, power stations, water treatment systems, and other industrial fluid handling applications.
Can the pump handle corrosive liquids?
Yes. The pump can be manufactured using corrosion-resistant materials such as stainless steel, duplex stainless steel, titanium, Hastelloy, Monel, and other special alloys to suit different chemical media and operating conditions.
What liquids can this pump handle?
The OH1-OH2 series is suitable for transporting low-temperature or high-temperature liquids, neutral or corrosive fluids, and clean liquids or media containing small amounts of solid particles. Material selection can be customized based on the process requirements.
What are the maximum flow rate and head of the pump?
The OH1-OH2 chemical process pump can achieve flow rates up to 2,000 m3/h and heads up to 200 m, making it suitable for a wide range of industrial process applications.
Can FEIYUE provide customized pump solutions?
Yes. FEIYUE can customize pump materials, sealing systems, hydraulic designs, and other configurations according to specific operating conditions, ensuring reliable performance and optimal efficiency.
Is the OH1-OH2 pump suitable for petrochemical applications?
Yes. The OH1-OH2 chemical process pump is widely used in petrochemical plants, refineries, and chemical processing facilities. Its robust construction, corrosion-resistant materials, and reliable hydraulic performance make it ideal for demanding petrochemical services.
Project Support
Discuss your standardized chemical pump requirements
Tell us your medium, temperature, flow rate, head, material requirement, and operating conditions. Our engineering team can recommend a suitable pump specification for your project. For molten salt and hot oil duties, explore our high temperature pumps. Browse all chemical pumps or request a quote.